主要表现为活塞杆停位不准、推力缺乏、速度降落、工作不稳定等,其缘由是:
油缸经过滚压后,外表没有尖利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要。
油缸是工程机械最主要部件,传统的加工办法是:拉削缸体--精镗缸体--磨削缸体。采用滚压办法是:拉削缸体--精镗缸体--滚压缸体,工序是3局部,但时间上比照:磨削缸体1米大约在1-2天的时间,滚压缸体1米大约在10-30分钟的时间
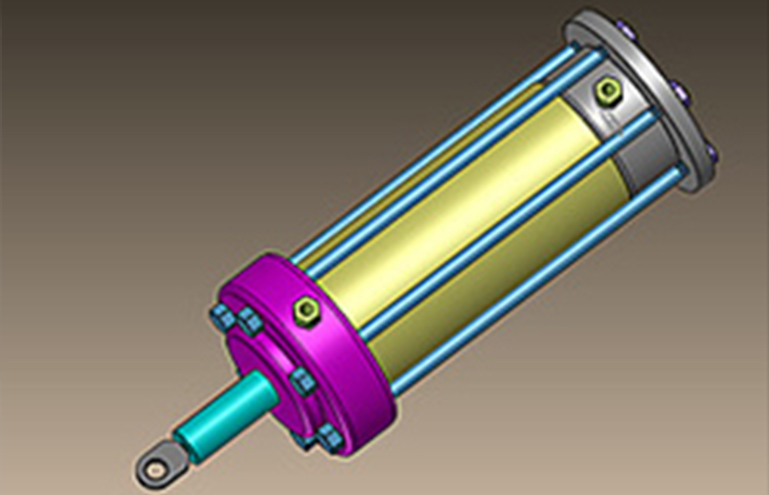
缸筒作为液压缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和牢靠性。缸筒加工请求高,其内外表粗糙度请求为Ra0.4~0.8&um,对同轴度、耐磨性请求严厉。缸筒的根本特征是深孔加工,其加工不断搅扰加工人员。
在液压系统中运用液压缸驱动具有一定质量的机构,当液压缸运动至行程终点时具有较大动能,如未作减速处置,液压缸活塞与缸盖将发作机械碰撞,产生冲击、噪声,有毁坏性。为缓和及避免这种危害发作,因而可在液压回路中设置减速安装或在缸体内设缓冲安装。